

波峰焊温度设定的标准是多少
发布时间:2022-05-30 浏览:次 责任编辑:晋力达
波峰焊温度指的是预热温度和焊接温度,也与焊接产品有关,需要根据焊接产品进行调整。下面跟着晋力达厂家来看波峰焊温度设定标准是多少;

波峰焊温度设定的标准:
波峰焊运输速度0.8m/mim ~ 1.8m/min;
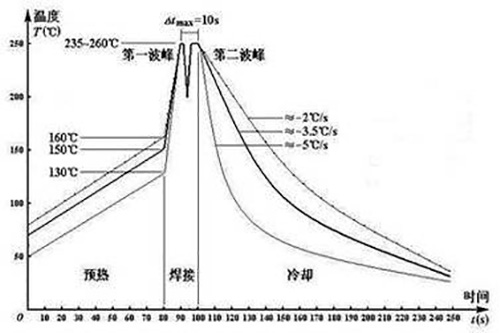
波峰焊预热温度:80℃~150℃,预热时间:40S-100S
波峰焊锡炉温度250℃~280℃,焊接时间2S—8S。
1、当波峰焊上监视器的实际温度与设定温度相差5℃以上(不含5℃)时,为异常,此时不能使用波峰焊,需排查是否为电器故障或发热管故障。
2、设定温度与第三方测温仪测试锡炉测温探针同位置同深度的温度时,相差5℃以上,为异常,需排查是锡炉测温线或其他故障。
3、当第三方测温仪测试波峰喷口喷锡位置与锡炉内四周任意测温点位置温差超过5℃以上时,为异常,需排查是锡炉发热管坏或电器故障。
其余波峰焊参数设置:
运输角度为5 -8度;
气压设定在4-7MPA;
喷雾流量10-40ML/MIN(跟进产品宽度/链速/助焊剂活性/焊接透锡度/助焊剂厂家助焊剂活性差异,以实际焊接满足为准,能少则少);
喷嘴针阀压力为4 ~ 6MPA(注意低气压将导致喷嘴顶针不能完成开水/关水动作);
温度曲线参考下图:
波峰焊预热温度的作用:
预热的作用是使助焊剂中的溶剂充分挥发,避免印制板通过焊料时润湿印制板,形成焊点;使印制板在焊接前达到一定的温度,以免热冲击造成翘曲变形。
波峰焊焊接温度的重要作用:
波峰焊焊接温度是影响焊接质量的重要工艺参数。当焊接温度过低时,焊料的膨胀率和润湿性能会变差,焊盘或元器件的焊接端得不到充分润湿,产生虚焊、尖焊、桥接等缺陷。焊接温度过高,加速焊盘、元器件引脚、焊料的氧化,容易产生虚焊。
