

怎么设置无铅回流焊温度
发布时间:2023-09-11 浏览:次 责任编辑:晋力达
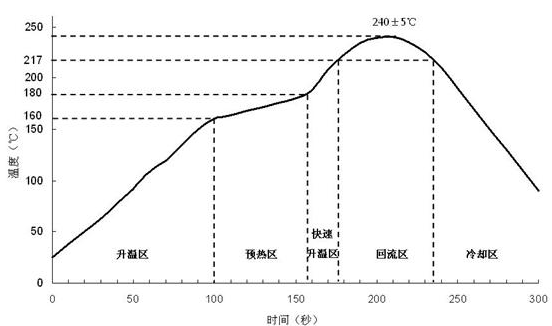
在无铅回流焊工艺中,其中一个挑战就是调整适当的温度。无铅锡膏的熔点通常为217度,常见的无铅锡膏成分是Sn/Ag/Gu,比例为96.5/3.0/0.5。晋力达以的锡银铜锡膏为例,我们来讨论一下如何设置无铅回流焊的温度?

1. 怎么设备无铅回流焊预热区温度
在预热区升温过程中,温度达到175度所需的时间大约为100秒。通过这个数据,我们可以计算出预热区的升温率。由于我们采用在线测试,所以从0秒到46秒的这段时间还没有进入预热区,因此实际的预热区时间为146秒减去46秒,即100秒。
在测试中,室温为26度,而温度达到175度的升温差为149度。因此,预热区的升温率可以计算为149度除以100秒,即1.49度/秒。
2. 怎么设置无铅回流焊恒温区温度
在恒温区,温度维持在大约200度左右的稳定值,持续时间为80秒。同时,预热温度和恒温温度之间的温差为25度。
3. 怎么设置无铅回流焊回流区温度
在回流焊的回流区,温度设定为245度,恒温区的温度为200度。从开始加热到达峰值温度大约需要35秒左右的时间。回流区的升温率可以计算为45度除以35秒,即1.3度/秒。
根据正确的温度曲线设定,我们可以看出达到峰值温度的时间有些长。为了优化回流过程,我们可以考虑缩短回流区的时间,以提高焊接效率。
整个回流焊的时间大约为60秒,这包括了预热、回流和冷却的过程。在这个时间范围内,焊接点将得到适当的加热和冷却,以确保焊接的质量和可靠性。
4. 怎么设置无铅回流焊泠却区温度
在冷却区,温度由245度降至约45度左右,持续时间大约为100秒左右。根据这些数据,我们可以计算出冷却的速度。
冷却速度可以通过计算温度差除以时间得出。在这种情况下,温度差为245度减去45度,即200度。而持续时间为100秒,因此冷却速度为200度除以100秒,即2度/秒。
这个冷却速度反映了焊接点从高温到低温的降温速度。通过适当的冷却速度,我们可以确保焊接点在冷却过程中的稳定性和可靠性。

